 KALİBRASYON LABORATUVARI
KALİBRASYON LABORATUVARISıcaklık Ölçümü ve Kalibrasyonu Konusunda Her Teknisyeninin Bilmesi Gerekenler
Sıcaklık, belki de en yaygın olarak ölçülen fiziksel parametredir. Günümüzde, sıcaklık ölçümü değişik yollardan yapılabilmektedir. Ölçme için değişik opsiyonların bulunması, doğal olarak, bazı soruları beraberinde gündeme getirmektedir. Sıcaklığı nasıl ölçebilirim? Ölçümlerim ne doğrulukta? Sıcaklığı ölçmek için en iyi cihaz nedir? Ölçüm cihazıma kalibrasyon gereklimidir?
Sıcaklık ölçümü gereksinimi olduğu zaman yukarıda belirtilen genel sorularla karşılaşırız. Sıcaklık ölçmek için değişik ölçüm cihazları kullanılır: Sıvılı cam termometre (LIG), ısılçift (TC), termistör, direnç sıcaklık detektörleri (RTD), platin direnç termometreleri (PRT), standard platin direnç termometreleri (SPRT). Bu yazımızda sıcaklık ölçümünde kullanılan elektronik ölçüm cihazları üzerine odaklanarak, karşılaşacağımız sorunlara, yanıt bulacağız.
Sıcaklığı Nasıl Ölçerim?
Sıcaklığı ölçülecek yüzeye, sıcaklık sensörü temas ettikten sonra, sıcaklık dengelenmesi için bir süre beklemek gereklidir. Termometrenin ölçüm yapılan sıcaklıkta dengeye gelmesi için, prob yeterli bir derinliğe daldırılmalıdır. Bazı termometreler daha fazla daldırma derinliğine ihtiyaç duyarlar. Genelde hassas termometreleri, sıvı veya kuru banyo içine yaklaşık 15 cm (6 inch) derinliğe daldırmak gerekir, belirtilen daldırma derinliği prob çapı ile orantılı olarak değişiklik gösterir. İyi bir ölçüm doğruluğu ve denge elde etmek için, sıcaklığı ölçülecek sıvının karıştırılması gereklidir. Prob ve katı yüzeyler arasında oluşan hava kabarcıkları nedeni ile dengeye gelme süresi uzar, bu durumda probu daha derine daldırmak gerekir. Bazı özel termometreler, ölçümü yüzeyden yaparlar, bazen de prob kablosunun, yüksek sıcaklıklara dayanamaması nedeni ile derine daldırılması olanaksızlaşır.
Sıcaklık ölçen ve gösteren cihazlar, sıklıkla, referans termometreler ile karşılaştırılarak kalilbre edilirler. Her iki termometre arasındaki mesafe azaldıkça, kalibrasyon doğruluğu iyileşir. Bunu sağlamak için en iyi yöntem, referans termometre ile kalibrasyonu yapılan termometrenin sensör elementlerin merkezlerini bir hizaya getirmektir. Sensörlerin merkez noktalarının, sensör tipine ve modeline göre değişiklik gösterebileceğini göz önünde bulundurunuz (örneğin PRT, TC, veya bimetalik sensörlerde olduğu gibi).
Sıcaklık sensörlerinin kalibrasyonu için en yaygın yöntem, sıcaklık sensörlerini bulundukları yerden sökerek, kuru banyolara ya da mikro-banyolara daldırmaktır. Bu kalibratörler ile geniş bir aralıkta, kararlı bir sıcaklık ortamı sağlayıp, kalibrasyonu yapılan sensörün ve referans termometrenin ölçtüğü sıcaklıkları, yüksek doğruluk sağlamak için karşılaştırabilirsiniz. Alternatif olarak, sıcaklık sensörlerini bulundukları yerden sökmeden de kalibre edebilirsiniz. Bu durumda ya kalibrasyonu yapılacak sensörün bulunduğu ortama ya da yakınındaki termometre kılıfına referans termometre tatbik edilir.
Derin dondurucuların, fırınların, iklimlendirme kabinlerinin sıcaklık doğrulamaları ve ayarları için, termometre doğrudan bu cihazların içine yerleştirilir, performansı doğrulamak için birkaç saat süre ile sıcaklık verilerini kayıt etmek gerekir. Aynı zamanda, ortalama, maksimum, minimum ve standard sapma gibi istatistiksel değerler, gerekli durumlarda kayıt edilir.
Buhar sistemlerinin, soğutma kulelerinin, sıcaklık eşanjörlerinin, soğutma sistemlerinin, türbinlerin, dış veya iç yakımlı makinaların, enerji performans testi için giriş ve çıkış sıcaklıkları farkının ölçülmesi gerekir. Bu ölçümler bazen borular üzerinden ısılçiftler, ince-film sensörler,veya infra-red sıcaklık ölçüm cihazları ile yapılır. Yüksek doğrulukta sonuç elde edilmesi için, giriş ve çıkışın uygun yerlerine termometre kılıflarının kullanılması gereklidir.
Böylece problar için gerekli olan yeterli daldırma derinliği sağlanmış olur. Bazı durumlarda boru çapı, yeterli daldırma için sınırlayıcı olduğu için, termometre kılıflarının boruya monte edilmesi halinde, sıcaklık probu akışkan yönüne paralel olarak daldırılacağı için yeterli daldırma derinliği sağlanmış olunur.
Gerekli Ölçüm Doğruluğu Ne Olmalıdır?
Gerekli ölçüm doğruluğu dikkatlice belirlenmelidir. Düşük doğruluklar, hatalara neden olup, sonucunda mali yük getirir. Ölçüm doğruluklarındaki hatalar, arıza duruşlarına, gereksiz enerji sarfiyatına, yüksek üretim hatasına, iş kazalarına ve halk sağlığı problemlerine yol açar.
Sıcaklık ölçümü ve izlenmesi için temometrelerin özellikleri, tasarım mühendisleri tarafından belirlenir. Bu teknik özelliklerin içinde, termometrenin doğruluğu da belirtilmelidir. Tasarım mühendisi, kalite mühendisi veya kalibrasyon uzmanı, termometrenin kalibrasyon gereklerini belirtir. Kalibrasyon işleminin, enstrümantasyon teknisyeni tarafından yerine getirilmesi, ve enstrümantasyon teknisyeninin, kalibrasyon gerekleri konusunda, yeteri kadar bilgili olması da beklenir.
Genel kalibrasyon yaklaşımına göre, kalibrasyonda kullanılan standardların belirsizlikleri, test altındaki termometrenin doğruluğuna göre, çok iyi seviyede olması gerekir. Böylece karşılaştırma sırasında muhtemel hatalar önlenmiş olunur. Yüzde olarak ifade edilen Test Belirsizlik Oranı (Test Uncertainty Ratio ), örnek olarak (TUR) 4:1 askeri ve diğer endüstriyel uygulama da belirtiliyor ise, kalibrasyon standardlarının toplam belirsizliğinin, kalibrasyonu yapılan test altındaki termometrenin belirtilen doğruluğundan, 4 misli daha iyi olduğu anlaşılır, kullanılan standardın toplam belirsizliği, test edilen termometrenin doğruluk değerinin %25’i kadarıdır, eğer, Test Belirsizlik Oranı (TUR) 2:1 olarak ifade ediliyor ise, kalibrasyon standartlarının toplam belirsizliği, kalibrasyonu yapılan test altındaki termometrenin doğruluğundan, 2 misli daha iyi olduğu anlaşılır, kullanılan standardın toplam belirsizliği, test edilen termometrenin doğruluk değerinin %50’si kadardır. Eğer kalibrasyonda kullanılan referans termometre, kalibrasyonu yapılmak istenen test altındaki termometre ile aynı belirsizliğe sahip ise test belirsizlik oranı (TUR) 1:1 olarak ifade edilir ve bu durumda güvenilir olmayan sonuçlar ile karşılaşılacağı için tavsiye edilmez.
Doğruluğu yüksek kalibrasyon standardı kullanarak, kalibrasyonu yapılmak istenen saha cihazlarından tolerans dışı olanları daha gerçekçi bir şekilde tanımlayabilirsiniz. Değişik Test Belirsizlik Oranları ile yapılan kalibrasyonlarda, meydana gelen hata sıklıklarını aşağıdaki tabloda görebilirsiniz. Bu tablo örneğinde 1000 adet kalibrasyonu yapılan cihazdan 950 adedi gerçekten belirtilen tolerans içindedir. Eğer 1000 adet cihaz Test Belirsizlik Oranı 2:1 ile kalibre edilir ise 925 adedi tolerans içinde (kabul edilir), bulunacak, aslında kabul edilebilir olanların 12 adedi (yanlış kabul edilmiş) gerçekten tolerans dışıdır. Bunun yanında tolerans dışı olarak bulunan 75 adedin, 41 adedi (yanlış red edilmiş), gerçekte tolerans içi kabul edilmiş olması gereklidir. Hatalı olarak reddedilmiş her bir cihazın kalibrasyon maliyeti 50.- USD’dan başlar, kimya proses endüstrisinde ise bu hatalı cihaz nedeni ile prosesin durması minimum 10.000.- USD maliyete yol açabilir.
|
TUR Test Belirsizlik Oranı |
Kabul |
Hatalı Kabul |
Ret |
Hatalı Ret |
|
1:1 |
843 |
17 |
157 |
128 |
|
2:1 |
925 |
12 |
75 |
41 |
|
3:1 |
941 |
9 |
59 |
22 |
|
4:1 |
947 |
8 |
53 |
15 |
Tablo1. Bu tabloda, gerçekte 1000 cihazın %95’nin tolerans içinde olduğu bilinmektedir. Bu durumda hipotetik senaryo ile yanlış-kabul ve yanlış- ret riski özetlenmektedir.
Termometre Probe Tipleri
Günümüzde, sıcaklık ölçümlerinizi gerçekleştirmek için çok çeşitli sıcaklık sensörü (probe tipi) bulunmaktadır. Doğru seçimi yapmak için zaman harcamanız, belki de teknik yardım almanız gerekir. Sıcaklık ölçüm aralığı, ölçüm doğruluğu ve maliyet, termometre seçimi sırasında göz önüne alınması gereken en önemli faktörlerdir. Değişik termometre tipleri ile ilgili karşılaştırma özellikleri Tablo 2’de belirtilmektedir.
|
|
Sıcaklık Aralığı |
Doğruluk |
Maliyet |
|
Soy-Metal Isılçiftler (T/C) |
R, S: -50 °C ile 1760 °C |
> ± 0.6 °C |
Orta |
|
Adi-Metal Isılçiftler (T/C) |
B: 0 °C ile 1820 °C |
± 0.25 % |
Orta |
|
|
E: -270°C ile 1000 °C |
> ± 1 °C |
Orta |
|
|
J: -210 °C ile 1200 °C |
> ± 1.1 °C |
Orta |
|
|
K: -270 °C ile 1370 °C |
> ± 1.1 °C |
Orta |
|
|
N: -270 °C ile 1300 °C |
> ± 1.1 °C |
Orta |
|
|
T: -270 °C ile 400 °C |
> ± 0.5 °C |
Orta |
|
PRT’ler ve SPRT’ler |
Endüstriyel: –80 °C ile 480 °C |
± 0.05 - 0.1 °C |
Düşük-Orta |
|
|
Referans: –200 °C ile 660 °C |
±0.001 - 0.02 °C |
Düşük-Orta |
|
|
Yüksek Sıc.: 0°C ile 1000 °C |
±0.01 - 0.02 °C |
Orta-Yüksek |
|
Hassas Termistörler |
0 °C ile 100 °C |
±0.002 °C |
Orta |
Tablo2. Sıcaklık sensörlerinin tipik ölçüm aralığı, doğruluk ve maliyet özelliklerinin karşılaştırılması yapılmaktadır. Hassas sıcaklık ölçüm sensörlerinin maliyetleri yüksektir. Genellik ile geniş sıcaklık aralıklarında, ölçüm doğruluğundan taviz verilebilinir.
Isılçiftler –Termokupl (TC’lar)
İki farklı alaşımdaki metalin uçlarının kaynatılması sonucunda oluşan bağlantı (junction) noktası, sıcaklığa orantılı olarak küçük bir gerilim sinyali üretir ve bu tür sıcaklık sensörleri, Isılçift-Termokupl olarak adlandırılır. Isılçiftlerin iki bağlantı noktası olup, bir bağlantı noktası (junction), ölçme bağlantı noktası diye adlandırılır, sensör probun uç noktasında yer alır, diğer ikinci bağlantı (junction) noktası, referans bağlantı noktası-referans junction, ölçü aletine bağlıdır. Ölçüm cihazı iki şeyi ölçer: ısılçiftin uç noktasındaki gerilim işaretini ve referans bağlantı –junction sıcaklığını. Bu iki ölçüm değerini hesaplanması sonucunda probun uç noktasındaki sıcaklık hesaplanır. Sensörün ürettiği voltaj işareti, ölçüm noktasının mutlak sıcaklık değeri olmayıp, ölçme ve referans noktaları arasındaki sıcaklık farkının olduğunu, göz önünde bulundurmak gerekir.
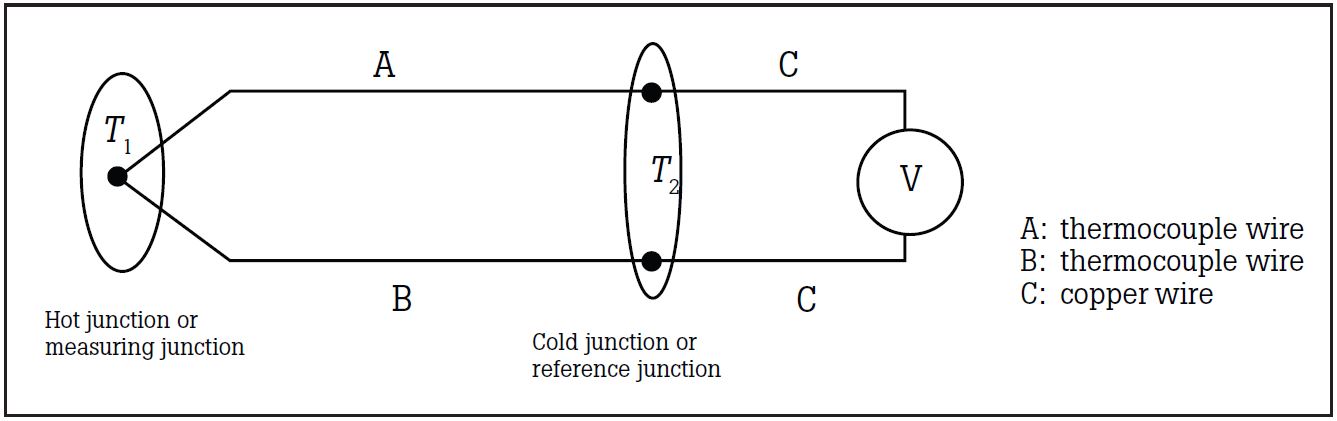
Şekil 1. Isılçift devresinin modellemesi: A ve B telleri farklı iki metalden oluşmuştur. T1 ile ölçüm bağlantı noktasındaki sıcaklık (junction), T2 ile de referans bağlantı (junction) noktasındaki sıcaklık ifade edilmektedir. Bu modelde ölçülen gerilim değeri T1 noktasındaki gerilim olmayıp, ölçüm ve referans noktalarındaki gerilimlerin farkıdır.
Isılçift tipleri, ısılçiftin her bir ayağında kullanılan metal tel ile sınıflandırılır. Soy-metal ısılçiftler, bunlara S tipi, R tipi, Au/Pt tipi, ve Pt/Pd tipi ısılçiftler dahildir, soy metal ısılçiftlerde bir tel daima platindir. Adi-metal ısılçiftler sınıfına B tipi, E tipi, J tipi, K tipi, N tipi ve T tipleri dahildir. Bu termometreler, hata limitleri standard ve hata limitleri özel olmak üzere iki ayrı doğruluk sınıfında tasnif edilirler. Hata limitleri özel olan sınıfta yer alan termometrelerin ölçüm hassasiyetleri yüksektir. Harf sembolleri ile adlandırılmış ısılçiftlerin özellik tablosu NIST web sayfasında veya NIST monograph 175 ‘de belirtilmektedir.
Referans bağlantı noktası(junction), varlığı ile ısılçift sıcaklık ölçümünde elde edilecek doğruluğu olumlu yönde etkiler, NIST monograph 175, Isılçift tablosunda belirtildiği gibi, referans noktası sıcaklığı 0° C ‘yi referans kabul eder. Harici referans bağlantı noktası mevcut ise, bu işlemi yapmak için buz banyosu kullanılır, genellikle ısılçiftler, ortam sıcaklığında olan termometre göstergesinin giriş uçlarına doğrudan bağlıdır. Böylece, bağlantı (junction) referans değeri 0°C’den ortam sıcaklığına olan sapmanın otomatik olarak kompanzasyonu, ölçüm göstergesi tarafından sağlanır. Bu kompanzasyonu sağlamak üzere, göstergenin giriş konnektör bloğu üzerinde termistör yer alır, termistör mevcut ortam sıcaklığını tespit ederek, ısılçift sıcaklık ölçümü için gerekli düzeltmenin yapılmasını sağlar.
Şekil 2’de, ısılçift tel uçları, termometrenin, bağlantı girişinde, referans bağlantı (J) (junction) meydana getirerek, bakır iletkenlere bağlanmaktadır. Bağlantı bloğunun sıcaklığı (TJ), genelde, termistör ile ölçülür ve sayısal olarak kompanzasyon sağlanır. Referans (junction) bağlantı ucunun ölçüm hassasiyeti, sıcaklık ölçüm hassasiyetini genel olarak etkileyen bir faktördür.
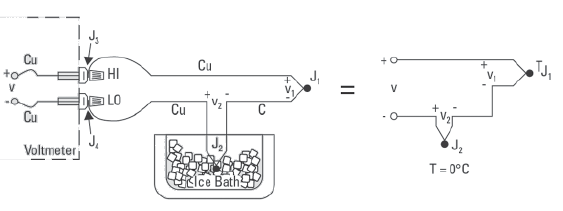
Şekil 2. Referans bağlantı (junction) kompanzasyonu, ısılçift sıcaklık ölçümlerinde, doğruluğu önemli bir şekilde olumlu etkileyen, en belirgin faktördür. Uyarı: Bazı imalatçı kuruluşlar, bu önemli faktörün, hassasiyet üzerindeki rolünü özellik ile belirtmezler.
Platin Direnç Termometreleri
Platin Direnç Termometresi (PRT) yüksek saflıkta platin tel sarımı içerir. PRT elementinin direnci, diğer sensör tiplerine göre, sıcaklık ile en doğrusal değişimi gösterir. Standart Platin Direnç Termometresi (SPRT), Ulusal Standard Laboratuvarları ve sanayide, Sıcaklık Skalası 1990 (ITS-90)’a göre izlenebilir yüksek doğruluktaki, sıcaklık ölçümlerinde kullanılır. ITS-90 tam metnini için bakınız: www.bipm.org
PRT ile sıcaklık ölçebilmek için, sensör elemanı direnci ile sıcaklık değişiminin korelasyonu, doğrusal denklemler ve katsayılar kullanarak sağlanır. Genellik ile termometre göstergelerinin bir çoğu bu denklemleri destekler, böylece direnç değerinden sıcaklık değerinin hesaplanması otomatik olarak yapılır.Örneğin ITS-90 denklemleri, Calender Van Dusen (CVD) denklemleri, polinomyal denklemler gibi. PRT’ler ile en iyi sonuç, ITS-90 denklemleri ile hesaplanır. Eski model sıcaklık göstergeleri ve kalibrasyonu yapılmamış PRT’ler CVD denklemlerini kullanabilir.
Bu denklemler ile kullanılan katsayılar, kalibrasyon işlemi sırasında tespit edilir, ve bu katsayılar kalibrasyon raporlarında direnç-sıcaklık ilişki tabloları ile belirtilir. Bazı ucuz endüstriyel amaçlı PRT’ler kalibrasyonu yapılmadan kullanılabilir. Bu tip PRT’ler IEC80751 veya ASTM1137 gibi standardlara uygun olmalıdır. Bu standardlar, CVD katsayılarını ve sıcaklığa bağlı toleransları belirtir. Bununla beraber, kalibrasyon yapılarak, probların doğruluğu belirgin bir şekilde arttırılabilinir.
Termistör’ler
Termistör yarı iletken malzeme olup, elektriksel direnci sıcaklık ile doğrusal olmayan oran ile değişir. Termistörler, hassasiyetleri, küçük boyutları, sağlamlığı ve düşük maliyeti nedeni ile tercih edilir. Termistörün doğruluğu, tasarım ve yapısına bağlıdır. Maliyeti düşük termistörler, genellik ile elektriksel uygulamalarda kullanılır. Hassas termistörler ise,yüksek doğrulukları ile SPRT’ler ile rekabet edebilir konumda olup, kalibrasyon standardı olarak da kullanılır.
Termistörlerin direnç-sıcaklık ilişkisi birkaç değiik polinomyal denklem ile tanımlanır. Denklemin bir formunda direnç değeri esas alınarak sıcaklık T(R) hesaplanır, denklemin diğer formunda ise sıcaklık esas alınarak, direnç hesaplanır R(T). Bu denklemlerin standard versiyonunda dört adet katsayı yer alır, fakat Steinart-Hart denkleminde üç adet katsayı yeterlidir.
Termometre Doğruluğu, Tekrarlanabilirliği, Çözünürlüğü
Doğruluk kavramının, iki önemli bileşeni vardır, tekrarlanabilirlik ve çözünürlük. Doğruluğu etkileyen diğer faktörler ile bu iki önemli bileşende göz önünde tutulmalıdır. Tekrarlanan ölçüm sonuçlarındaki kararlılık, tekrarlanabilirlik olarak tanımlanır. Düzenli kalibrasyon işlemi ile ölçüm cihazının tekrarlanabilirliği sağlanır. Termometrenin tekrarlanabilirliği, suyun üçlü noktasında yapılan, periyodik ölçümlerin sonuçlarının, zaman içinde kaydı yapılarak sağlanır.
Termometrelerde, genellikle çözünürlük kullanıcı tarafından seçilebilir. İstenilen doğruluğa yanıt verebilecek çözünürlüğe sahip termometre seçimi yapılması gereklidir, bununla beraber, çözünürlük, doğruluk ile aynı şeyi ifade etmez, çözünürlük doğruluğu kısıtlayan bir etkendir. Sıvılı cam ve ibreli termometrelerde, kalibrasyon dışında, doğruluğu etkileyen en önemli faktör çözünürlüktür.
Üretici doğruluk tabloları(specification) değişik şekilde sunulabilir. Genellikle üretici doğruluk değerleri sıcaklık kademelerine bölünmüş olup, temel ölçüm birimi olarak sıcaklık, direnç veya gerilim olarak ifade edilir. Basit doğruluk değerleri, sabit veya değişken değerlerdir; karmaşık doğruluk değerlerinde sabit ve değişken değerler bir arada yer alır. Değişken doğruluk değerleri kullanıldığı zaman, ölçülen sıcaklığın artması ile, izin verilen hata değerinde de artış olur. Sayısal değerler, hesaplama sonucu bulunur. Örneğin değişken doğruluk değerleri, (PPM) milyonda bir parça olarak ifade edilir. Sabit doğruluk değerleri ise tüm ölçüm kademesi için geçerlidir. Örneğin ölçüm aralığının yüzdesi olarak ifade edilir.
Direnç veya gerilim temel birimini sıcaklığa çevirebilirsiniz. Çevirim, sıcaklık sensörünün hassasiyetine bağlıdır. Örneğin, sıcaklıktaki 1 °C değişiklik, 100 Ω’luk PRT ‘de, 0,4 Ω ‘luk direnç değişikliğine, 25 Ω’luk SPRT’de ise 0,1 Ω ‘luk direnç değişikliğine , termistörde ise 1000 Ω ‘luk direnç değişikliğine neden olur. Bu demektir ki, bir derecelik sıcaklık değişimin direnç üzerindeki etkisi çok küçük ya da çok büyük mertebede olabilmektedir. Örneğin, ± 1 Ω doğruluğu olan metreler, sıcaklığa en yüksek duyarlılıktaki sensörler, termistör ile kullanılmalıdır.
Tablo 2’de listelenen termometrelerin, sayısal gösterge ile kullanılması gereklidir. En uygun olanı, doğrudan sıcaklık ölçümü için tasarlanmış olanlarıdır. Tablo 3’de iyi bir termometre göstergesi için gereklilikler belirtilmektedir.
|
Sıcaklık Göstergesi |
Gereklilikler |
|
Isılçift göstergesi |
–10 mV ile100 mV arasında iyi bir doğruluk |
|
|
Düşük ortam gürültüsü |
|
|
Çok düşük termal EMF |
|
|
İyi bir referans bağlantı noktası kompanzasyonu |
|
PRT göstergesi |
0 Ω ile 400 Ω arasında müekmmel bir doğruluk |
|
|
Akım yönü değişikliği |
|
|
Dört-telli direnç ölçümü |
|
|
1 mA ölçme akımı |
|
Termistör göstergesi |
150 Ω ile 500 kΩ arasında kabul edilebilir doğruluk |
|
|
1000 Ω altındaki doğruluğun daha iyi olması |
|
|
2-10 µA ölçme |
Tablo 3. Elektronik termometre göstergelerinin genel görüntüsü
Isılçift ile sıcaklık ölçümlerinde, referans bağlantı ucu (referans junction) kompanzasyonu, ölçüm doğruluğu için önemli bir etkendir. Isılçift tabloları, referans bağlantı ucunun 0 °C deki değeri esasına göre hazırlanmıştır. Bununla beraber harici referans bağlantı uçları ile buz banyosu kullanılarak, referans bağlantı ucu ölçümü gerçekleştirilebilir, ısılçift uçları genellik ile sıcaklık göstergesine doğrudan bağlıdır, bu durumda ortam sıcaklığından dolayı, 0 °C’nin üzerinde meydana gelen sapmaların, otomatik olarak kompanzasyonu yapılır. Bağlantı ucunun sıcaklığını ölçmek için termistör kullanılır, gösterge termistörün direncini ölçerek, ısılçift için gerekli olan düzeltmeyi hesaplar.
NIST ve Kalibrasyon
NIST, A.B.D’de ulusal standardlardan sorumlu Ulusal Metroloji Enstitüsüdür. Metroloji ölçüm bilimi olup, konu ile ilgili temel araştırmaların yanında, endüstriyel, ekonomik faaliyetler, halk sağlığı ve iş güvenliği ile ilgili ölçümlerde, ölçü cihazlarının uygun kullanımını sağlar. NIST veya başka bir Ulusal Metroloji Enstitüsü tarafından izlenebilir olmak, kalibrasyon ile sağlanır.
Bir aletinin kalibrasyonunun yapılması için üç ana neden vardır:
- Ölçü aleti tarafından alınan ölçüm değerlerinin, diğer ölçüm değerleri ile tutarlılığının sağlanması.
- Ölçü aletinin, ölçüm değerlerinin doğruluğunun tespiti
- Ölçü aletinin ölçüm güvenirliğini sağlamak.
Tüm dünya ülkeleri tarafından, sıcaklık ölçümlerinde tutarlılık sağlamak için, BIPM (Bureau International Poids et Measure) (Uluslararası Ağırlık ve Ölçme Bürosu) tarafından tanımlanan ITS-90 sıcaklık skalası uygulanmaktadır. Enstrüman ölçüm doğruluğu, karşılaştırma yapılan yüksek doğruluktaki standard tarafından belirlenir. Bu ölçümler, sahada yapılan son kullanıcının karşılaştırma ölçümleri ile başlayıp, sırası ile, ikincil seviyedeki kalibrasyon laboratuvarlarına ve ulusal Metroloji Enstitüsündeki uluslararası standardlara kadar bir karşılaştırma zinciri oluşturur.
Izlenebilirlik dışında bazı durumlarda, kalibrasyon ile ilgili kuruluşların akreditasyona gereksinim duyarlar. Akreditasyon ile, uygun kalite, eğitim programları ve prosedürler uygulanarak, sağlanan kalibrasyon hizmeti için gerekli teknik gereksinimlerin yerine getirilmesi kontrol altına alınır. Akreditasyonu bulunan kalibrasyon laboratuarının düzenlediği kalibrasyon sertifikasında, akreditasyonun sağlandığı kuruluşun logosu yer alır.
Standardların Geçerliliğini Korumak
Kalibrasyonu yapılmış ekipmanın geçerliliğini korumak, kalite güvencesinin önemli bir parçasıdır. Kalibrasyonu yapılmış bir termometrenin zaman içinde sürekli kalibre kalacağına dair bir garanti yoktur. Kullanılan termometrelerin, zaman içinde, sıcaklık ilişkisi ile gösterdikleri değişiklikler, düzenli aralıklar ile kalibrasyon işleminin tekrarı ile düzeltilir. Eğer termometreler, sık sık tolerans dışı değerler ölçüyor ise, bu duruma önlem almak üzere, kalibrasyon aralıkları sıklaştırılır, yada termometreler değiştirilir. Termometrelerin, geçerli kalibrasyon süresi içindeki performansını kontrol etmek, ve performanslarını kayıt altına almak için, buz banyosu, yada suyun üçlü noktası (SÜN) kullanılır. Böylece, hassas ve kalibrasyon sertifikalı termometrelerin, tolerans dışı değer okumalarının önüne geçilmiş veya sınırlandırılmış olunur.
Sıcaklık Kalibrasyon Ekipmanları Üreten Kuruluşlarda Ne Aranmalıdır?
Kalibrasyon cihazları konusunda çözüm sağlayan kuruluşlarda, aranması gereken birçok faktör bulunmaktadır. Bunlardan birkaçı aşağıda belirtilmiştir:
Komple çözüm: Seçtiğiniz kuruluşun üretim yelpazesinde ihtiyaç ve opsiyonlarınızı karşılayacak ürünlerin tümü ile yer alması gereklidir, böylece gerekli ekipmanları, size sunulan kısıtlı ürün yelpazesinden seçmek yerine, gereksiniminizi gerçekten karşılayacak ekipmanı seçebilirsiniz. Eğer ileride, verimliliği arttırmak için, bir otomasyon yazılım programı kullanılacak ise, sadece bir kuruluşa bağlı kalacağınızı unutmayınız, çünkü otomasyon yazılım programları sadece ait olduğu kuruluşun ekipmanı için uygundur.
Deneyim: Sizden, tek başınıza sıcaklık kalibrasyonu konusunda uzmanlaşmanızı kimse bekleyemez. Ekipmanı temin ettiğiniz kuruluşun deneyimlerinden doğrudan yaralanmanız gerekebilir, bu neden ile sıcaklık kalibrasyonu konusunda uzmanlaşmış bir kuruluş ile çalışmanız gerekecektir.
Destek: Uzmanlığın yanında, uzmanlara erişim imkanı da sizin için önemlidir. Sorularınızın tümüne telefon ile yanıt alabilmeniz, iyi bir kuruluş ile karşılaştığınızın belirtisidir. Ortalama tamir süresini öğrenmeye çalışın, ekipmanın tamir için değişik ülkelere gönderilmesi halinde, muhtemelen ciddi gecikmeler ile karşılaşacaksınız.
Akreditasyon: Akreditasyon ile ilgili bir talebiniz olmasa bile, kalibrasyon laboratuarı akredite edilmiş bir imalatçı ile çalışmak size güvence sağlayacaktır. Bilindiği gibi ISO 17025 akreditasyonu olan bir laboratuvar, akreditasyon uzmanları tarafından teknik ve organizasyon yönü ile denetlenmektedir.
Garanti: Kalibrasyon güvencedir. Öncelik ile üretici doğruluk değerlerinin sağlandığı tespit edilir, daha sonra bu üretici doğruluk değerlerinin zaman içindeki geçerliliği garanti edilir. Gereksiz yer işgal etmekten başka, hiçbir özelliği olmayan cihazlara sahip olmak en son düşünceniz olmalıdır.
Fluke – Calibration
Fluke Calibration geniş ürün yelpazesi içinde, kalibratörler, standardlar, yazılım programları, servis, eğitim, destek çözümleri yer almaktadır. Müşterilerimiz, tüm dünyada, elektriksel, sıcaklık, basınç, akışkanlık kalibrasyonu yapan laboratuarlardır, ayrıca ürünlerimiz, üretim testlerinde, ar-ge çalışmalarında ve servis hizmetlerinde de kullanılmaktadır.
Fluke Calibration bölümü, sıcaklık sensörlerinin kalibrasyonu ile gereksinim duyacağınız, sabit sıcaklık banyolarından başlayayıp, kuru sıcaklık banyoları ile devam eden ve benzersiz kararlılıkta olan ve ulusal metroloji enstitüleri tarafından kullanılan, primer sıcaklık standartlarının üretimini gerçekleştirir. Hassas termometre uygulamaları için Fluke Calibration üretimi termometre ve göstergeleri, yüksek doğrulukta olup, kullanımı ise çok kolaydır. Fluke Calibration nem ve sıcaklık veri kayıt cihazları, kağıt üzerine kayıt işlemine son vermektedir.
Netes Kalibrasyon Laboratuvarımız hakkında detay bilgi edinmek için Netes Kalibrasyon Laboratuvar sayfamıza aşağıdaki linkten erişebilirsiniz.
http://www.neteskalibrasyon.com.tr/